English
English español
español العربية
العربية Русский язык
Русский язык 中文
中文في إنتاج قوالب الصب ، فإن أكثر أشكال تلف العفن شيوعًا هي الشقوق. فما هي الاحتياطات التي ينبغي اتخاذها من قبل الشركة المصنعة لآلة الصب يموت لمنع الأضرار التي لحقت يموت؟
1. يجب أن يكون هناك تصميم هيكل الصب جيدة
يجب أن يكون سمك جدار الصب موحدًا قدر الإمكان لتجنب حدوث عقدة حرارية لتقليل التعب الحراري الناجم عن تركيز الحرارة المحلي للقالب. يجب أن يكون هناك شرائح مصبوبة مناسبة في زوايا الصب لتجنب الإجهاد الناجم عن الزوايا الحادة على القالب.
II. تصميم هيكل قالب معقول
1. يجب أن يكون لكل مكون في القالب صلابة وقوة كافية لتحمل الضغط دون تشويه. يجب أن تكون سماكة جدار العفن كافية لتقليل التشوه.
2. إن نظام البوابات مصمم لتقليل التأثير و التآكل إلى الحد الأدنى.
3. حدد تناسب التسامح الصحيح وخشونة السطح لكل مكون.
4. الحفاظ على التوازن الحراري العفن.
III. توحيد عملية المعالجة الحرارية
يمكن تغيير الهيكل المعدني للمادة عن طريق المعالجة الحرارية لضمان القوة اللازمة ، والصلابة ، والاستقرار الأبعاد ، ومقاومة التعب الحراري وأداء القطع المادية في درجة حرارة عالية.
ستحصل عملية المعالجة الحرارية الصحيحة على أفضل أداء للقالب ، ويتم التحكم في أداء الفولاذ عن طريق تبريد درجة الحرارة والوقت ومعدل التبريد ودرجة حرارة التخفيف.
IV. السيطرة على يموت الصب عملية الإنتاج
1. التحكم في درجة الحرارة: درجة حرارة التسخين ودرجة حرارة العمل من القالب. درجة حرارة الصب من سبيكة ، والتي ينبغي أن تكون منخفضة تحت فرضية ضمان صب جيدة.
2. عملية الصب يموت معقولة: الضغط المحدد وسرعة التعبئة.
.3 اﺿﺒﻂ ﻗﻮة اﻟﺘﺜﺒﻴﺖ اﻟﺨﺎﺻﺔ ﺑﺎﻵﻟﺔ ﻟﺠﻌﻞ ﺣﻤﻞ اﻟﻘﺎﻟﺐ ﻣﻮﺣﺪًا. انتبه لتنظيف القصاصات على سطح القالب ، وذلك لمنع هذه الأجسام الزائدة من التشديد غير المتكافئ على سطح القالب والتسبب في تشوه أثناء تثبيت القالب.
4. السيطرة على ذوبان السبائك للحد من الغاز في السائل المعدني.
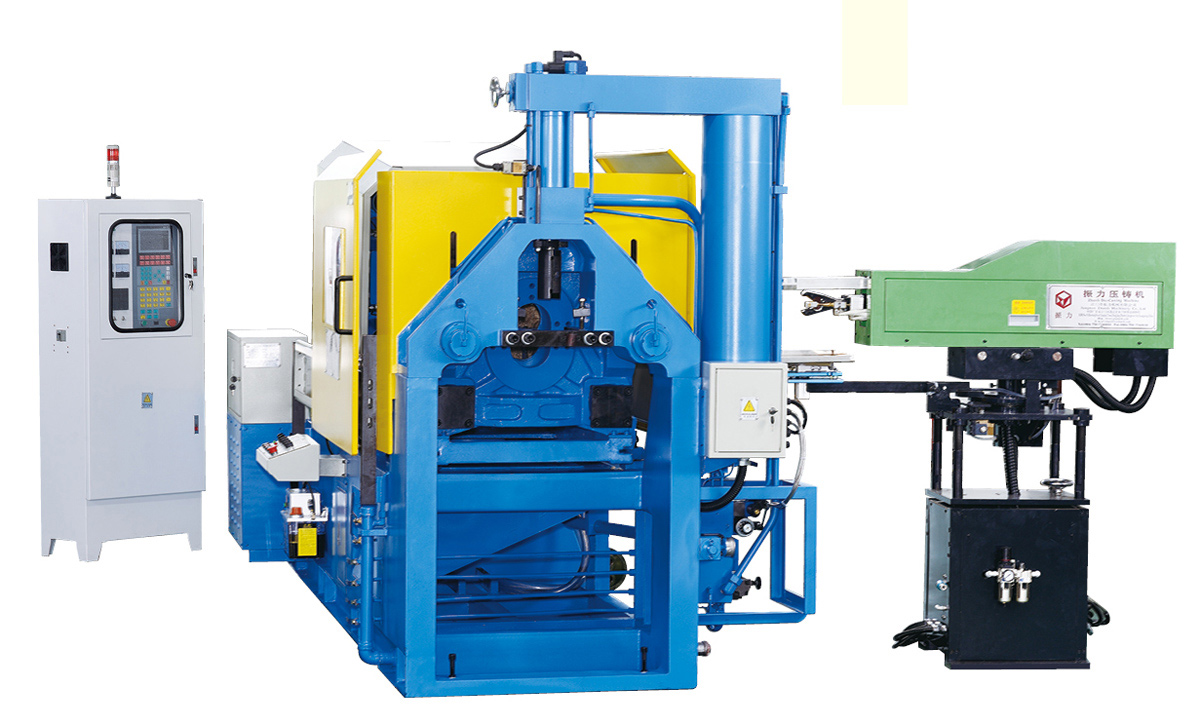
مبدأ آلة صب القوالب: أسباب العزلة الباردة ، والنمط ، وعدم كفاية صب القوالب
الميزات: لحام معدني بارد ، تداخل ؛ خطوط ناعمة غير منتظمة على سطح الصب ؛ شكل صب غير مكتمل
الأسباب:
1. درجة حرارة المعدن منخفضة جدا.
2. سرعة لكمة بطيئة جدا.
3. ضغط النيتروجين لأسطوانة الغاز منخفض للغاية ؛
4. يموت الصب درجة حرارة العفن منخفضة جدا.
5. ضعف العادم.
6. الإفراط في تراكم الطلاء.
7. ارتداء لكمة أو غرفة الضغط.
8. البوابة غير معقولة ، والانقسامات من نوع الرش تدخل إلى التجويف.
9. ضغط حقن غير كاف
تدابير التحسين:
1. تأكد من صحة درجة حرارة السائل المعدني ، تحقق من جهاز التحكم في درجة الحرارة ؛
2. تأكد من أن سرعة الحقن صحيحة وثابتة.
3. تحقق من مقياس الضغط ومؤشر إمداد الوقود لأسطوانة الغاز وأضف النيتروجين إذا لزم الأمر ؛
4. تأكد من أن درجة حرارة القالب صحيحة ؛
5. إضافة أو تعديل فتحات التهوية وتجاوز الأخاديد.
6. جرعة وتركيز الطلاء مناسبة ، وتغيير إذا لزم الأمر ؛
7. تحسين تصميم البوابة ؛
8. زيادة الضغط